
Wir arbeiten eng mit Kunden aus unterschiedlichsten Branchen zusammen, darunter HoReCa (Hotellerie, Gastronomie & Catering), Logistik, E-Commerce, Einzelhandel, produzierendes Gewerbe, Abfallwirtschaft, kommunale Dienste, Bäckereien, die Heimtierbranche und die Landwirtschaft.
Um deren spezifischen Anforderungen gerecht zu werden, nutzen wir ein vielfältiges Portfolio an Materiallösungen – von biobasierten, kompostierbaren und zertifizierten Recyclingmaterialien (GRS und Blauer Engel) über konventionelle Polymere (PE, PP) bis hin zu Spezialpapieren und Naturfasern wie Baumwolle und Jute.
Aus diesen Materialien fertigen wir hochwertige Beutel, Folien und Schläuche, die exakt auf Lebensmittel- und Non-Food-Verpackungen, die industrielle Fertigung, Distribution, den Versand sowie das Recycling zugeschnitten sind.


Von zertifizierten nachhaltigen Materialien bis hin zu Hochleistungs-Industriefolien: Wir liefern marktreife Produktformate, die exakt auf die komplexen Anforderungen der europäischen Industrie zugeschnitten sind.
Bewährte Lösungen: Unser umfassendes Produktportfolio
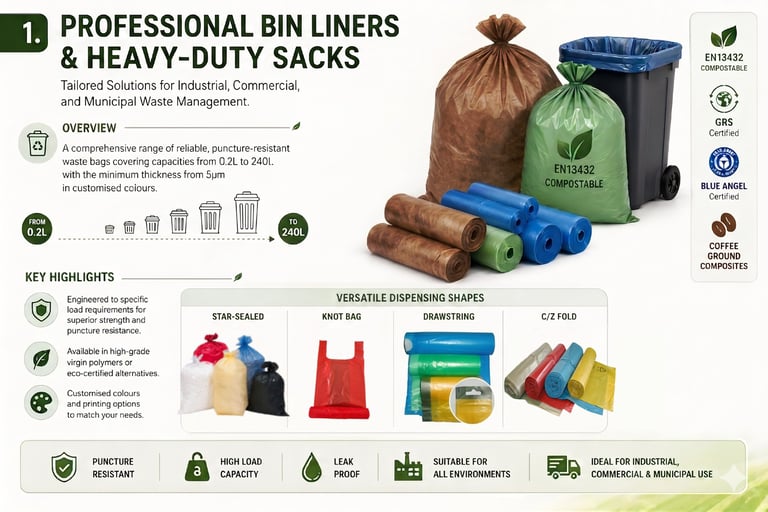

Maßgeschneiderte Lösungen für die industrielle, gewerbliche und kommunale Abfallwirtschaft.
Überblick: Ein umfassendes Sortiment an zuverlässigen, durchstoßfesten Müllbeuteln und Abfallsäcken mit einem Fassungsvermögen von 0,2 bis 240 Litern. Erhältlich in individuellen Wunschfarben und bereits ab einer Mindestfolienstärke von 5 µm.
Wichtigste Highlights: Speziell ausgelegt auf spezifische Traglastanforderungen und in vielseitigen Konfektionierungsarten verfügbar (Sternnaht, Knotenbeutel, Zugband, C/Z-Falz). Erhältlich aus hochwertigen Primärkunststoffen (Neuware) oder als öko-zertifizierte Alternativen – darunter GRS- und Blauer-Engel-zertifiziertes recyceltes PE, kompostierbare Folien nach EN 13432 sowie innovative Kaffeesatz-Compounds.


Fortschrittliche Barriere-Lösungen für Lebensmittel, Einzelhandel und Industrie.
Überblick: Hochwertige Barrierebeutel, die speziell zur Verlängerung der Haltbarkeit und zum Erhalt des Aromas entwickelt wurden, ergänzt durch hochbelastbare Logistikverpackungen wie Palettenabdeckhauben und Stretchfolien.
Wichtigste Highlights: Umfasst Premium-Formate (Doypacks, Quad-Seal-Beutel, Kaffeebeutel mit Ventil, Zipper/Druckverschluss). Wir bieten fortschrittliches recycelbares Monomaterial-PE, individuellen Druck in bis zu 8 Farben sowie integrierten variablen Datendruck (Variable Data Printing – VDP) für lückenlose Rückverfolgbarkeit und höchste Sicherheit in der Lieferkette.
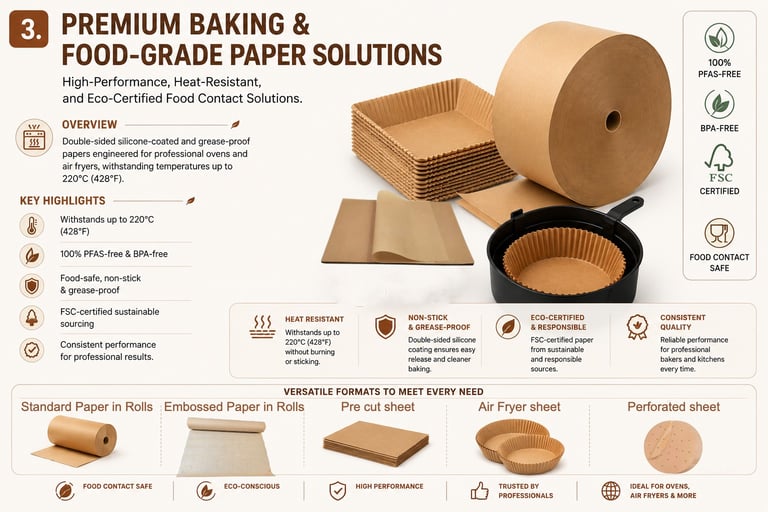
Hochleistungsfähige, hitzebeständige und öko-zertifizierte Lösungen für den direkten Lebensmittelkontakt.
Überblick: Beidseitig silikonbeschichtete und fettdichte Papiere, speziell entwickelt für professionelle Öfen und Heißluftfritteusen, hitzebeständig bis 220°C..
Wichtigste Highlights: 100 % PFAS-frei und BPA-frei. Erhältlich in vielseitigen Formaten – von industriellen Jumbo-Rollen bis hin zu passgenauen Zuschnitten (Bögen), Standardrollen und maßgeschneiderten Einlagen für Heißluftfritteusen. Unterstützt durch eine FSC-zertifizierte, nachhaltige Beschaffung.
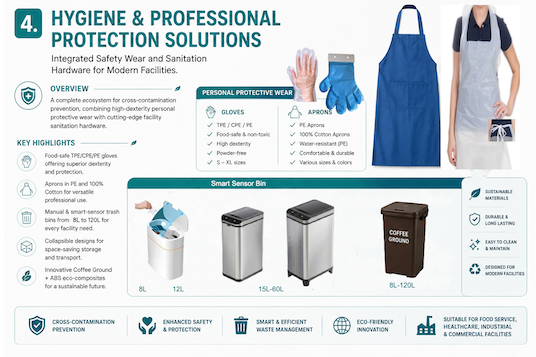
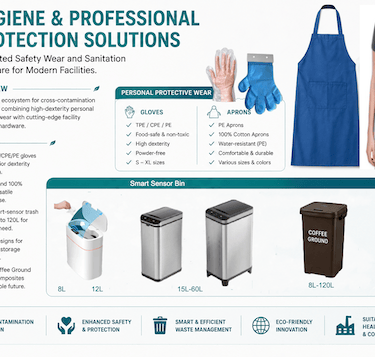
Integrierte Schutzkleidung und Hygieneausstattung für moderne Betriebsstätten.
Überblick: Ein umfassendes Ökosystem zur Prävention von Kreuzkontaminationen, das persönliche Schutzkleidung mit exzellentem Tastempfinden und modernste Hygieneausstattung für Betriebe kombiniert.
Wichtigste Highlights: Beinhaltet lebensmittelechte TPE-/CPE-/PE-Handschuhe und Schürzen (aus PE und 100 % Baumwolle). Bietet ein robustes Sortiment an manuellen und smarten Sensor-Abfallbehältern (10 L bis 120 L), einschließlich platzsparender, faltbarer Designs sowie revolutionärer Öko-Compounds aus Kaffeesatz und ABS.


Blickdichte und auslaufsichere Entsorgungssysteme für Kommunen und den Einzelhandel.
Überblick: Anwenderfreundliche Hundekotbeutel, Lösungen für das Katzenstreu-Management sowie professionelle Beutelspender, die für eine mühelose und hygienische Handhabung entwickelt wurden.
Wichtigste Highlights: Wegweisende Umweltinnovationen aus 100 % nach EN 13432 kompostierbaren Materialien, GRS-zertifiziertem recyceltem PE sowie einzigartigen Bio-Hybriden aus Kaffeesatz und Strohfasern. Die Spender sind aus äußerst langlebigen, umweltfreundlichen Verbundwerkstoffen (Compounds) erhältlich.


Hochwertige, reißfeste Tragetaschen für den modernen Einzelhandel.
Überblick: Vollständig individualisierbare Tragetaschen, die Ihre Markenpräsenz erhöhen und gleichzeitig strikt den europäischen Richtlinien für Einwegkunststoffe (SUPD) sowie den Anforderungen für Steuerbefreiungen (ab 50 µm Folienstärke) entsprechen.
Wichtigste Highlights: Umfangreiche Formatoptionen, einschließlich Tragetaschen mit Schlaufengriff (Soft Loop), Griffloch (Die-Cut), Hemdchentragetaschen (T-Shirt) sowie FSC-Kraftpapiertaschen. Die Materialauswahl reicht von GRS-zertifizierten Kreislaufkunststoffen und nach EN 13432 bio-kompostierbaren Folien bis hin zu hochbelastbaren, wiederverwendbaren Optionen aus Woven-Gewebe, Baumwolle und Jute.